
I have a printer I have basically built. It is a tronxy frame (and corexy motion), but over the years I have added linear rails, a duet 3d control board, quad zscrew independent leveling, a zesty nimble extruder, and other things.
My printer was down for 6 months or so, a new kitten we got ate some wires and it took me a bit to get the motivation to rebuild it. It turned out just a couple of things got unplugged and I was quickly back in business.
Ever since starting printing again I noticed that my tolerance has been off and it seemed to be over extruding quite a bit. I tuned my steps per mm, and driver power on the extruder motor to no avail. Eventually I replaced the motor and the nozzle (which was perfectly in check but if I was going that far I figured why not). It seems to have solved the problem… Sort of.
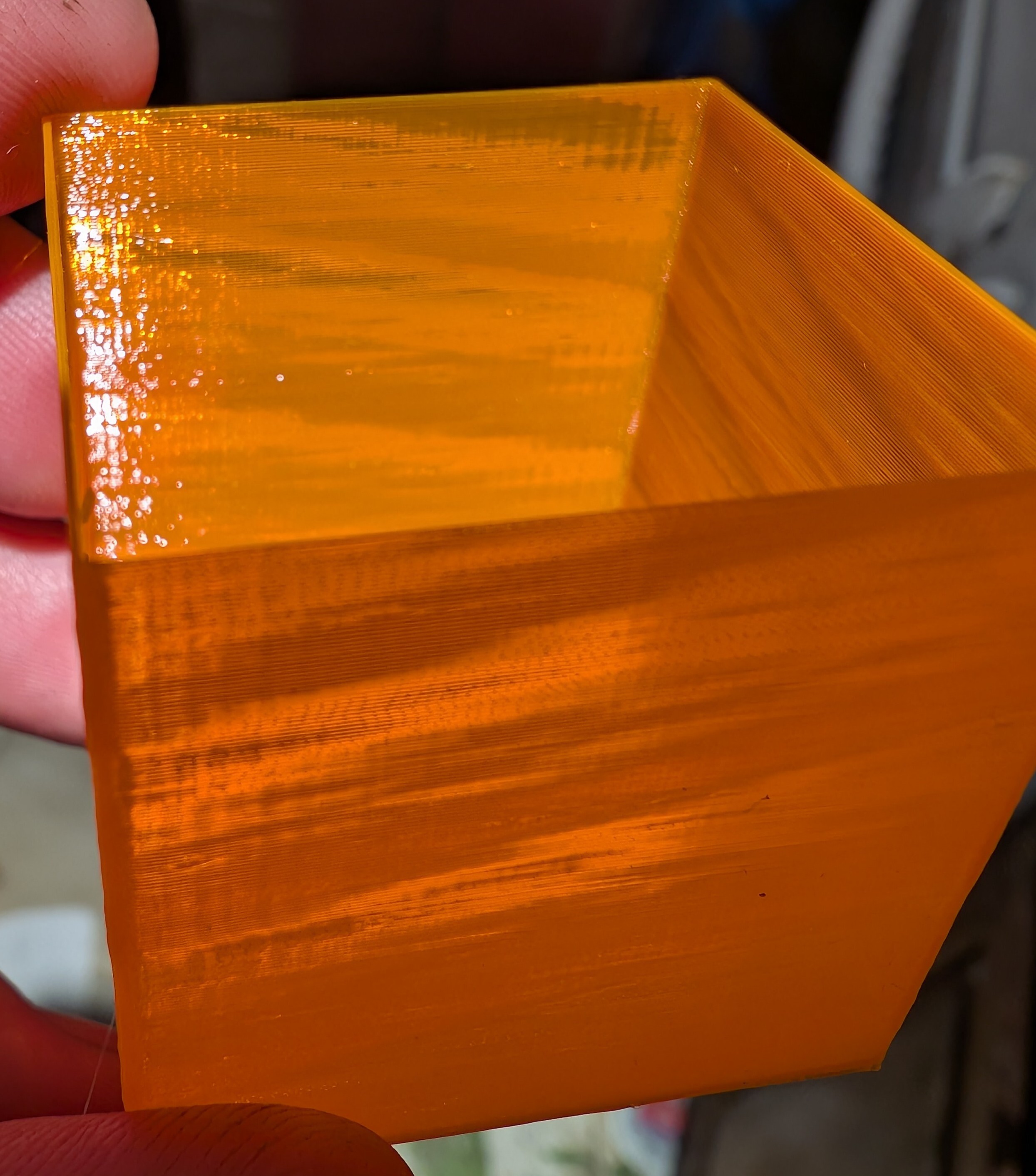
I have been using the prusa procedure to test and tune extrusion multiplier: print a 40x40x40 cube in vase mode, and measure the wall thickness. My extrusion width is .45mm, and until today I was getting a width of .52-.54mm. the replacement parts have cured this, if I measure in the right spots with my micrometer I get .45 exactly. But I have these bands. If I measure the high spots on the bands I get the same .52+ mm.
I looked at some of my old test boxes:

I have the same bands but different patterns.
A little googling and someone suggested (for a similar problem) that belt tendon was unequal. From what I can feel my tension seems to be the same.
I’m printing a tolerance test now to see if my issues are fixed, but I only feel 50% confident. Does anyone have any advice as to what might be going wrong? My belts have been on the printer since upgrading to linear rails and could probably use changing… But hopefully someone else has an idea?
I would PID tune the hotend temperature. It doesn’t look like a mechanical fault like a stepper motor issue or belt.
If you look at each layer, the striping is offset every layer somewhat consistantly and it looks like something is turning on and off on a regular interval, with the same pattern of “blips” in between. (The stripe seems to happen every x mm of printed line.)
Plastics will behave and look different depending on what temperature they are printed at. There are typically glossy and matte sections in every print, actually. You may be hitting a temperature range at one of those texture-transiton points. A few degrees high, it may be translucent. A few degrees low, completely opaque. If that range is within your existing PID tune, that might contribute to the visuals here.
Even with your micrometer, you are only measuring the widest layer over x layers. If your temperature is not stable, it could also contribute to some lines being thinner and more translucent.
Testing extrusion rate by weight is a method that might be good here. Print 100mm of filament into a blob and weigh it. Change the temp a hair, print another blob and weigh that. Create a chart of 10-20 tests to see if there is a spot where extrusion is inconsistent. In your case, we want to replicate that striping, but for a weight test instead. The weight of the blob will change if hotend temperature is affecting extrusion rate. You need a good scale and preferably one that can weigh into hundredths of a gram. That precision is not required, but it helps.
The reason I suggested a weight test is because your temps might be swinging between a temperature that is good and also just a hair too low.
The hotend “heating response” might be laggy, is my guess, regardless of what may be causing it.
Edit: The hotend temperature is kept constant in “bursts” of power. There might be a threshold where the hotend power is just full-on.
Represented in a series of H’s and L’s (H for high, L for low), here is a pseudo-representation of what I see each layer and it matches a heating pattern of hotend but with a lower limit where its “full-on” heating:
HHHHHHHHLLLLHHLLLLHHLLLLHHHHHHHHH…
It’s not a perfect pattern in your case because a dozen different things contribute to final nozzle temperature.
I will certainly give it a try!
The weight test is typically super useful when you want to maximize extrusion rate. Even though it can be minimal, there is almost always a correlation between printed plastic weight and temperature.
My thought here is that you are just within the minimum temperature range for that particular filament. If the hotend temp drops while it is printing, even just a hair, it’s binding the extruder enough to cause this artifact.
My second thought is that the bed/hotend heaters are sagging the power of the entire system just enough to slow the steppers down a hair when they turn on. Testing this theory is not trivial and requires some EE knowledge and an oscilloscope. In the worst cases, the power supply would start to get really hot from hitting or exceedibg current limits. (If this actually is a deeper issue, I would check to make sure your kitty didn’t insert some rogue resistance into your electricals by way of chewing on the wires. The wires themselves might be getting warm in those spots, if that is the case.)
Could this be ringing caused by the x and/or y axis instead of the extruder?
Absolutely could. I use 400 steps per rev motors and believe I have tuned them correctly, all my prints are seemingly dimensionally accurate. A xyz calibration cube measures accurate with some dial calipers. But there is lots of suggestion on the search engine that I am having an issue with belt tension. I just don’t know where to start with figuring that out.
I’m afraid that’s where my knowledge ends, I’ve only ever worked with Prusas, with a lot of handholding.
Check your rollers and bearings maybe?
Everything runs on linear rails, since it is corexy the y axis has two, the rail where the extruder rides has one, and the bed has 4 linear rails on each corner. I will hit them with some lube tomorrow and see if it helps.
What is driving the bed height? Lead screws? Check if they are straight and/or wobble around as they turn. Any imprecision in bed height due to mechanical issues with the Z axis would also translate into perimeter width variations.
Each corner of the bed has a linear rod running up the clot, a lead screw in the middle, and then a had mounted 8 mm smooth rod on the other side.
My thought as well is I have a bent screw or something out of alignment but the bed feels like to moves without shifting back and forth.
Also, the frequency of the banding is different each time, even though I am printing with the same speed and settings each time.
I do have two different lead screw couplers on it (the spring style and the one with the rubber star in the center). I have the parts to make them all the same., so maybe I will give that a try and check my lead screws alignment at the same time.
Any recommendations on an anti-wobble nut that is printable or inexpensive?
I’m afraid I can’t recommend anything as I’ve never had issues with this, so I never really researched it. But if the banding frequency changes from print to print, then an issue with the Z axis is unlikely
Two thoughts. First, I don’t know how much I would trust the Prusa EM tuning method. You really need a micrometer to measure something that small and measuring that precisely takes practice.
Second, my old i3 clone did the same thing. I was never able to track it down, despite a lot of effort, but strongly suspect it was related to having a direct drive extruder without any gear reduction. My hunch was that it was related to micro steps. Does the zesty have gear reduction or is it driven directly from the extruder stepper?
I do use a micrometer to measure, tho not a super .expensive one … I have found it to be pretty precise

The zesty nimble is crazy gear reduction. On 16x micro stepping on a 200 steps per rev you start tuning at 1800 steps per mm. The gear ratio is 30:1. Because of so many steps per mm I have my extruder motor running at 525 milliamps… It really does effect extrusion, per recommendations. I can go lower if I raise my printing temp but then I get stringing. Anyway…
I designed my own bed movement using 4 linear rails and z-screws and it was suggested to me that the spring couplets maybe causing the issue. I ordered 4 solid couplers to see if it is a backlash issue.
Definitely recommend the Ellis3D guides. There’s a lot of inconsistency with walls, wobble between layers, extrusion widths etc means that measuring walls probably isn’t going to give you an accurate measurement to base things off of, Ellis has some really solid (imo) steps to walk through and does have rational/explanations as to what their approach is.
Edit: Looking at your photo, almost looks like a woodgrain pattern, you said you changed your extruder, could possibly be the backlash setting? Too little or too much can apparently cause some recurring patterns.
Perfect! I will read through the site for some insight.
I didn’t change the extruder, I just changed the driving motor. There is the chance of backlash because of the way the drive cable works. I suppose it could be wearing out … or I am getting a lot of back pressure in the mot end causing it to slip. I plan on taking apart the nimble and replacing the bearings and relubing everything tonight or tomorrow. Plus a pid tube, if I am running too cold or something. Duet has changed their pid model several times and I haven’t retuned it in several firmware upgrades
Misunderstood that then sorry!
I think you’re onto something wrt to thermals honestly, the changes in translucency are odd. Do you get any inconsistencies doing large solid infill? Was having some issues that’d only show up on mid print solid surfaces, top and bottom layer were slow enough to mitigate, can’t recall exactly what I did but changing spool and nozzle seemed to have helped plus I did a pid tune.
Mildly concerned I don’t have a root cause, but it seems to be resolved now.
Edit: other thing I can think of with it having sat for some time, maybe you could have an issue with lubrication settling? Linear bearings can be a right pain to grease if you don’t have access to them, but some light oil on the rails is better than nothing, what I’ve done when things sit for a while, though cycling things is likely doing more than any external lubrication would.
I would be surprised if it’s your bed since the artifacts are happening in x and y, but I guess we will find out.
You got me curious on your extruder, there’s a worm gear in there. You would have a pretty nuts gear reduction. The fact that you can get the building to change frequency is interesting.
I’m sorry to say good luck, but I’m out of ideas :(
I got the zesty nimble v2 as a Christmas present about 6 months after it came out and loved it right away. It is a remote direct drive extruder. It weights almost nothing and I can print pretty fast. Unfortunately zesty tech seems to have gone out of business. I had a beating on the worm gear go bad once… Maybe it has happened again as well… I think I have some extra beatings lying around so maybe I will swap them out again as well, in case it is getting hung up internally or something.
It does seem like a pretty cool design that offers the best of both worlds. Direct drive filament control and Bowden extruder weight. I wonder why no one else has made something similar. There are people running crazy Vorons and what not chasing grams, but many of them still have direct drive extruders.
There is the flex3drive… Pretty similar in design. They claim the number is a copy of their extruder. Dunno if it is or not.
I think the nimble never really caught on because of cost more then anything. Also it’s not ideal for an enclosed printer as the drive cable needs room to move. I just use it to support my wires and my reverse Bowden tube tho.
I pointed at the Voron community because there are people there buying plenty of over the top things for their printer as modifying the printer is more the hobby than printing things beyond speed/torture tests. For example, people are spending $150 for a carbon fiber gantry to replace the 2020 extrusions. There’s also the $30 CNC aluminum option that only replaces the bit that moves in the y axis. The current iteration of the flex3drive looks like it would be around $100 to my door, which doesn’t seem that expensive if you’re chasing grams.
As for routing the flex drive in an enclosure, that’s something that people who have gone umbilical have to deal with. Bundling the flex drive along with the wiring umbilical makes sense and would help support the wiring. I would personally either mount the extruder motor on the back of my gantry, where my umbilical gland is currently, or move both my umbilical and the flex drive to come in the exhaust vent. Both have compromises, especially with taller prints on the 2.4.
It’s easy to get out of hand when modding your printer. When I first got my tronxy in 2017 or 2018 the only planned mod was to put a duet 2 clone in instead of the garbage chitu control board. But the extruder sucked as well. Clone slice mosquito fixed that. Then I realized the extruder drive had a 700mm Bowden to the print head, and I wanted to print fast, so I asked Santa (my wife) for a zesty nimble (this was years before the orbiter direct drive). I had 3 vslot wheels disintegrate in a week and voron was using a cheap but high quality linear rails so why not? Then I built a couple of industrial kit printers for a friend, modix and raise3d. They weren’t much more complicated then what I had, and I’m learning some cad so I designed a quad z system with rails and smooth rods like the modix. I had another fried edm machine part of the z sleds. It was so over engineered that I needed to put a bed worthy enough in top and that was the 400mm 3/8" thick tool plate. A heater to match, 400mm ac bed topped with 1/4’ borosilicate glass.
This took time over several years. I would grab my z motion control and publish it somewhere because it’s pretty simple but very effective.
Anyway… It has been a lot more fun and educational modding the printer then making silly doodads and fidget toys with it for sure.


{kind=link}