
{kind=link}
I have a printer I have basically built. It is a tronxy frame (and corexy motion), but over the years I have added linear rails, a duet 3d control board, quad zscrew independent leveling, a zesty nimble extruder, and other things.
My printer was down for 6 months or so, a new kitten we got ate some wires and it took me a bit to get the motivation to rebuild it. It turned out just a couple of things got unplugged and I was quickly back in business.
Ever since starting printing again I noticed that my tolerance has been off and it seemed to be over extruding quite a bit. I tuned my steps per mm, and driver power on the extruder motor to no avail. Eventually I replaced the motor and the nozzle (which was perfectly in check but if I was going that far I figured why not). It seems to have solved the problem… Sort of.
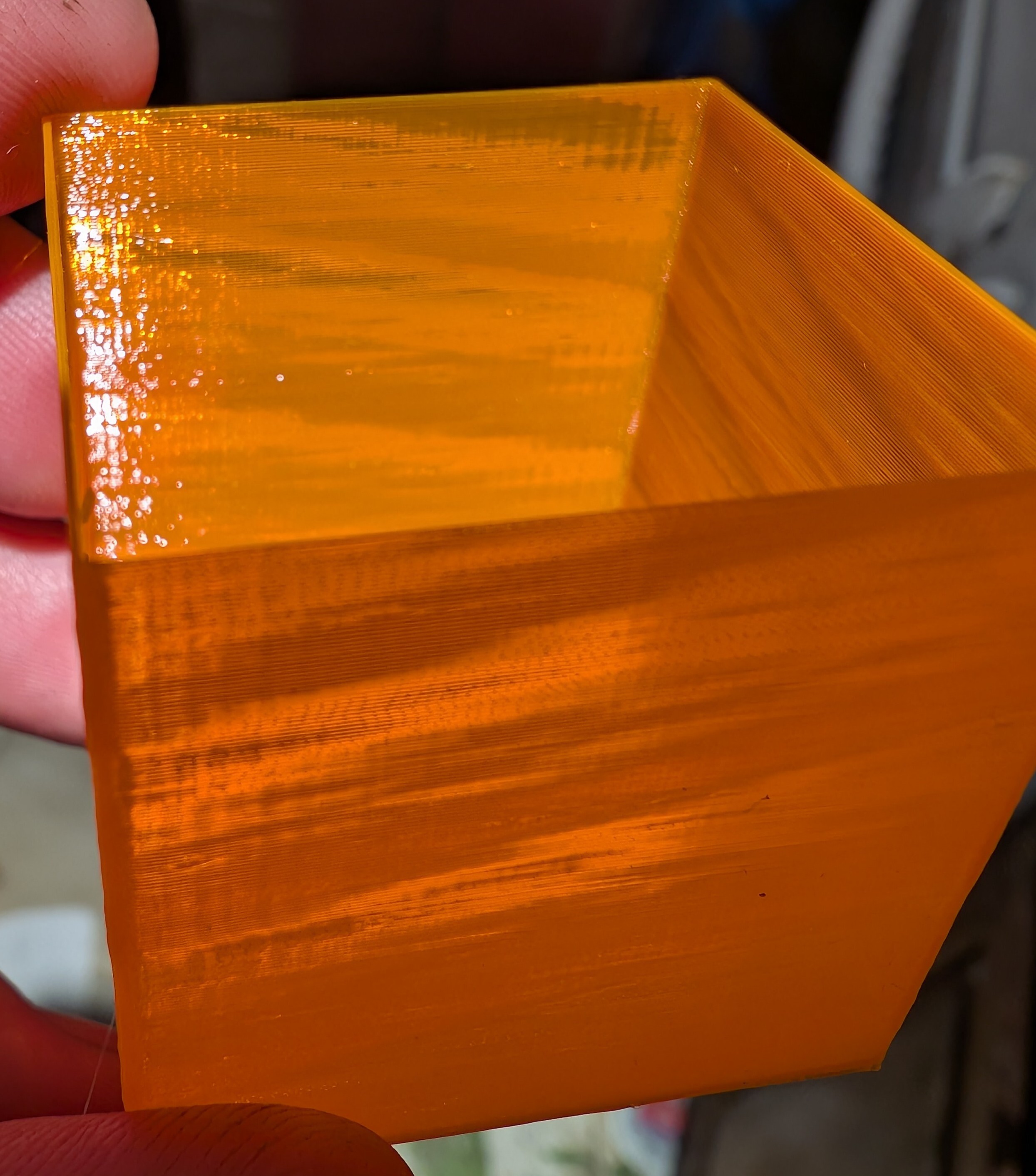
I have been using the prusa procedure to test and tune extrusion multiplier: print a 40x40x40 cube in vase mode, and measure the wall thickness. My extrusion width is .45mm, and until today I was getting a width of .52-.54mm. the replacement parts have cured this, if I measure in the right spots with my micrometer I get .45 exactly. But I have these bands. If I measure the high spots on the bands I get the same .52+ mm.
I looked at some of my old test boxes:

I have the same bands but different patterns.
A little googling and someone suggested (for a similar problem) that belt tendon was unequal. From what I can feel my tension seems to be the same.
I’m printing a tolerance test now to see if my issues are fixed, but I only feel 50% confident. Does anyone have any advice as to what might be going wrong? My belts have been on the printer since upgrading to linear rails and could probably use changing… But hopefully someone else has an idea?
I would PID tune the hotend temperature. It doesn’t look like a mechanical fault like a stepper motor issue or belt.
If you look at each layer, the striping is offset every layer somewhat consistantly and it looks like something is turning on and off on a regular interval, with the same pattern of “blips” in between. (The stripe seems to happen every x mm of printed line.)
Plastics will behave and look different depending on what temperature they are printed at. There are typically glossy and matte sections in every print, actually. You may be hitting a temperature range at one of those texture-transiton points. A few degrees high, it may be translucent. A few degrees low, completely opaque. If that range is within your existing PID tune, that might contribute to the visuals here.
Even with your micrometer, you are only measuring the widest layer over x layers. If your temperature is not stable, it could also contribute to some lines being thinner and more translucent.
Testing extrusion rate by weight is a method that might be good here. Print 100mm of filament into a blob and weigh it. Change the temp a hair, print another blob and weigh that. Create a chart of 10-20 tests to see if there is a spot where extrusion is inconsistent. In your case, we want to replicate that striping, but for a weight test instead. The weight of the blob will change if hotend temperature is affecting extrusion rate. You need a good scale and preferably one that can weigh into hundredths of a gram. That precision is not required, but it helps.
The reason I suggested a weight test is because your temps might be swinging between a temperature that is good and also just a hair too low.
The hotend “heating response” might be laggy, is my guess, regardless of what may be causing it.
Edit: The hotend temperature is kept constant in “bursts” of power. There might be a threshold where the hotend power is just full-on.
Represented in a series of H’s and L’s (H for high, L for low), here is a pseudo-representation of what I see each layer and it matches a heating pattern of hotend but with a lower limit where its “full-on” heating:
HHHHHHHHLLLLHHLLLLHHLLLLHHHHHHHHH…
It’s not a perfect pattern in your case because a dozen different things contribute to final nozzle temperature.
I will certainly give it a try!
The weight test is typically super useful when you want to maximize extrusion rate. Even though it can be minimal, there is almost always a correlation between printed plastic weight and temperature.
My thought here is that you are just within the minimum temperature range for that particular filament. If the hotend temp drops while it is printing, even just a hair, it’s binding the extruder enough to cause this artifact.
My second thought is that the bed/hotend heaters are sagging the power of the entire system just enough to slow the steppers down a hair when they turn on. Testing this theory is not trivial and requires some EE knowledge and an oscilloscope. In the worst cases, the power supply would start to get really hot from hitting or exceedibg current limits. (If this actually is a deeper issue, I would check to make sure your kitty didn’t insert some rogue resistance into your electricals by way of chewing on the wires. The wires themselves might be getting warm in those spots, if that is the case.)